At BNK, our rigorous Quality Control process guarantees that every grain of rice is meticulously inspected for unmatched purity, taste and aroma.
Grain Test
Ensures only the finest rice is selected.
Whiteness Test
Measures the degree of milling to achieve optimal appearance and cooking results.
Moisture Test
Maintains moisture levels to prevent contamination.
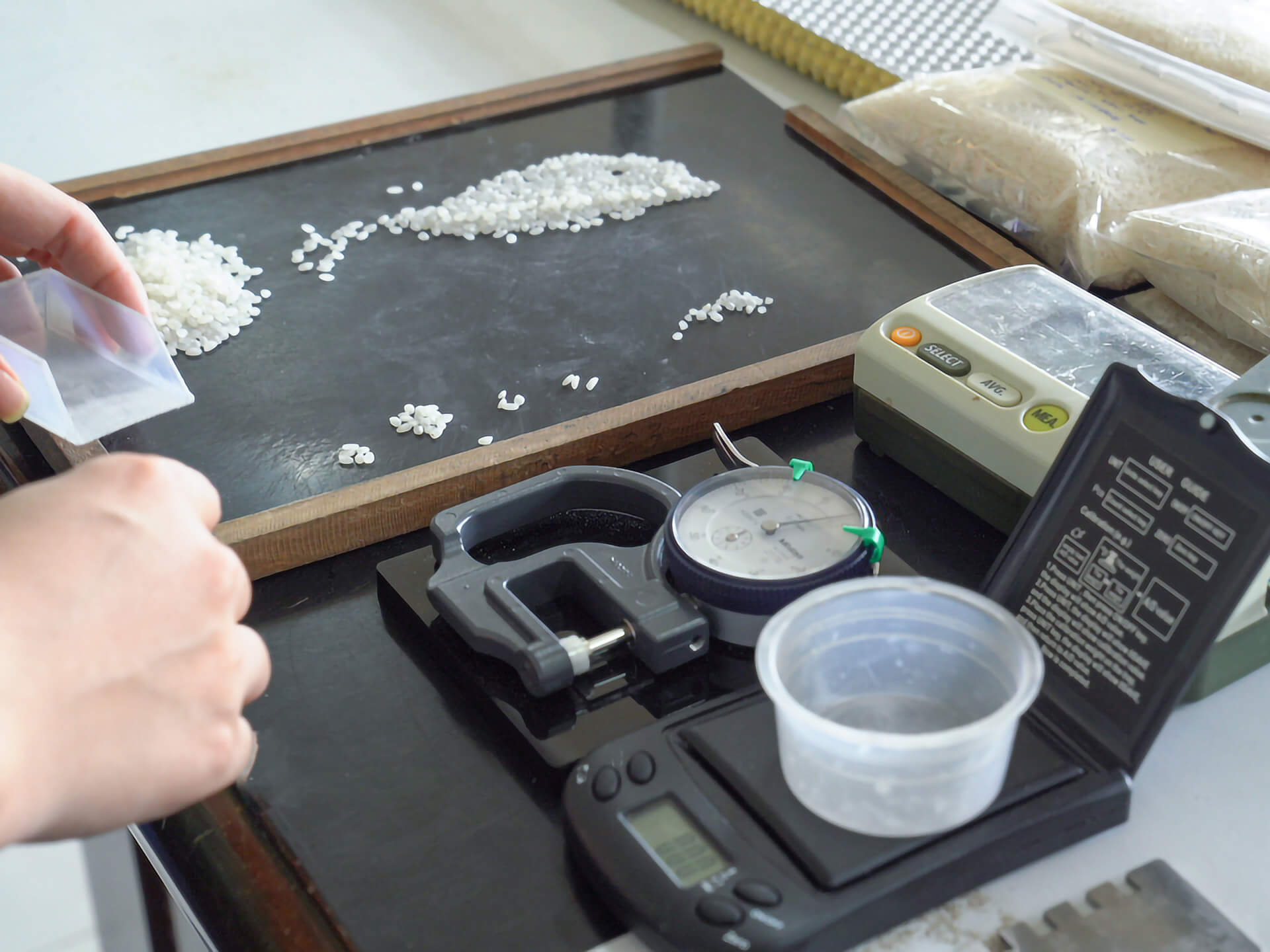
Length Test
Ensures ideal elongation, separation and fluffiness.
Chemical Testing
Our chemical testing is central to our quality control, ensuring each grain is safe, pure, and nutritious.
Pesticide Residue
Testing confirms compliance with safety standards.
Heavy Metal Analysis:
Ensures safety and purity.
Nutritional Analysis
Assesses the nutritional value of our rice.
Chemical Additive Testing
Ensures no harmful additives are present.
Sensory Testing
Sensory testing is crucial to our commitment to quality.
Aroma
Ensures an appealing fragrance.
Flavor
Guarantees a delightful taste experience.
Texture
Confirms optimal mouth feel and consistency.
Appearance
Assesses visual appeal for enhanced culinary experiences.
Quality Control
Quality control begins right from the paddy procurement stage. Each batch undergoes detailed testing to ensure that only the best grains move forward in the production process.
The quality control department at BNK Group is managed by trained professionals using modern equipment and laboratory testing. Every stage of production is carefully monitored to ensure the rice maintains its taste, aroma, and purity.
After processing, the rice is stored using world-class storage systems under controlled conditions before being packed in a dust-free environment. This ensures that every pack of BNK Rice reaches customers with the same premium quality and freshness.
Quality Assurance
BNK Rice represents the finest quality rice – soft in texture, rich in flavor, and naturally nutritious. From the premium Ponni Boiled Rice to wholesome brown rice, every bowl of BNK Rice delivers comfort, warmth, and the true taste of home.